



FRP Pultruderad galler Brandskyddsmedel/Kemikalieresistent


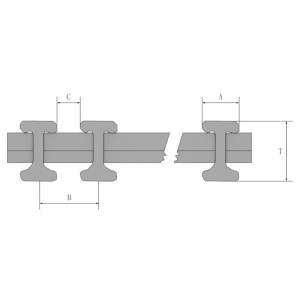
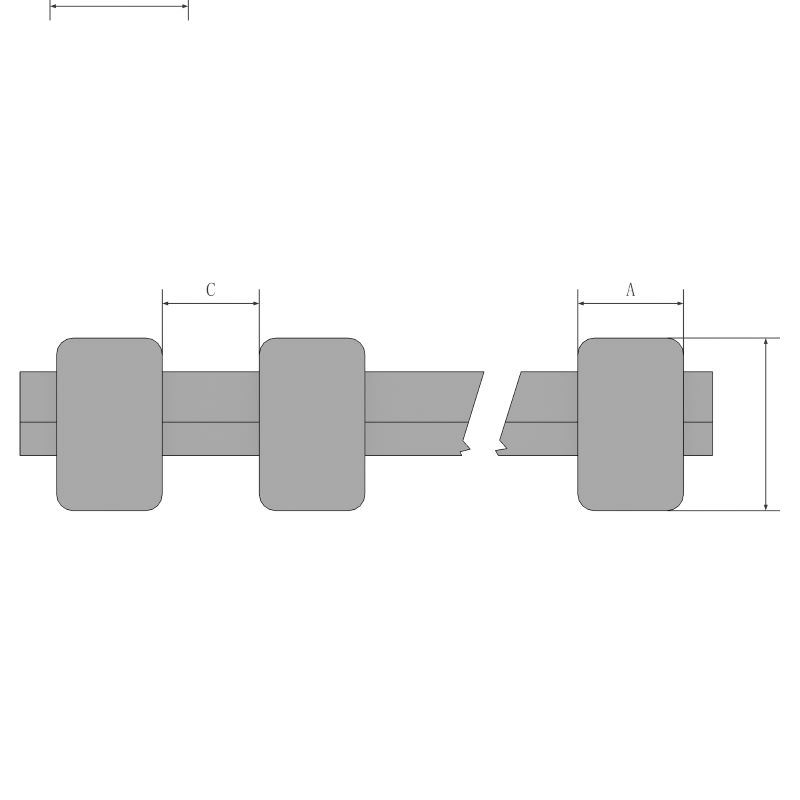
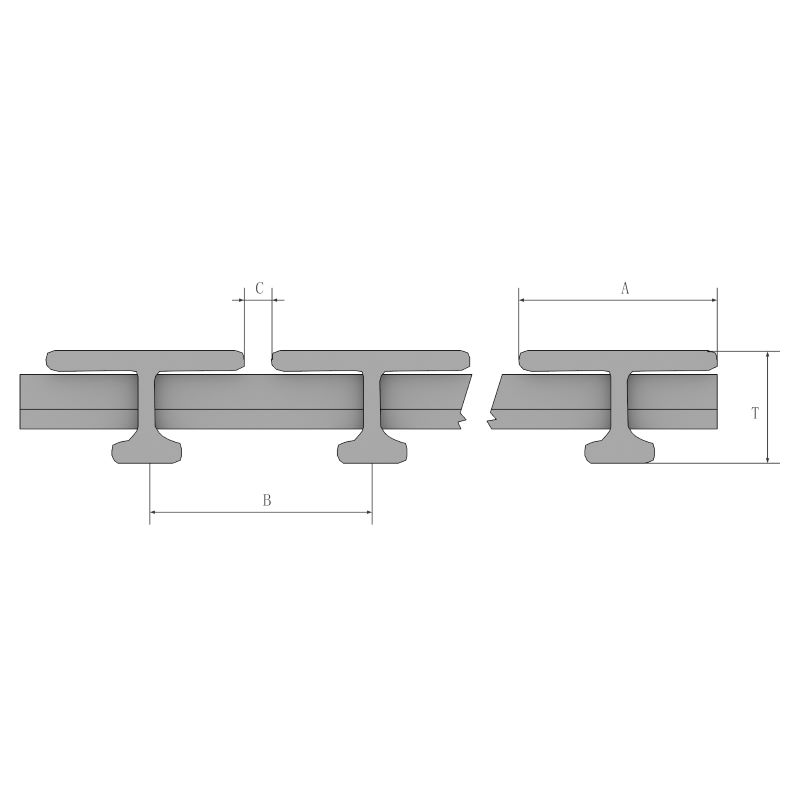
Delar av gjutna FRP-pultruderade gallerutställningar:
| I-5010 | 50 | 15 | 25 | 10 | 40 | 28,5 |
| I-5015 | 50 | 15 | 30 | 15 | 50 | 24.2 |
| I-5023 | 50 | 15 | 38 | 23 | 60 | 20.1 |
| T-2510 | 25 | 38 | 43,4 | 5.4 | 12 | 15,6 |
| T-2515 | 25 | 38 | 50,8 | 9,5 | 18 | 13,9 |
| T-2520 | 25 | 38 | 50,8 | 12,7 | 25 | 13.6 |
| T-2530 | 25 | 38 | 61 | 19,7 | 33 | 11.2 |
| T-3810 | 38 | 38 | 43,3 | 5.2 | 12 | 19,6 |
| T-3815 | 38 | 38 | 50,8 | 12,7 | 25 | 16,7 |
| T-3820 | 38 | 38 | 61 | 23 | 38 | 14.3 |
| T-5010 | 50 | 25,4 | 38,1 | 12,7 | 33 | 21,8 |
| T-5015 | 50 | 25,4 | 50,8 | 25,4 | 50 | 17.4 |
| H-5010 | 50 | 15 | 10 | 10 | 40 | 63 |
| H-5015 | 50 | 15 | 15 | 15 | 50 | 52,3 |
| H-5020 | 50 | 15 | 23 | 23 | 60 | 43,6 |
| Pultruderad gallertyp | Höjd (mm) | Övre kantbredd (mm) | Avstånd mellan (mm) | Frigångsbredd (mm) | Öppen yta (%) | Uppskattad vikt kg/㎡ |
| I-2510 | 25 | 15 | 25 | 10 | 40 | 17,8 |
| I-2515 | 25 | 15 | 30 | 15 | 50 | 15.2 |
| I-2523 | 25 | 15 | 38 | 23 | 60 | 12.2 |
| I-3810 | 38 | 15 | 25 | 10 | 40 | 22 |
| I-3815 | 38 | 15 | 30 | 15 | 50 | 19.1 |
| I-3823 | 38 | 15 | 38 | 23 | 60 | 16.2 |
| I-3010 | 30 | 15 | 25 | 10 | 40 | 19.1 |
| I-3015 | 30 | 15 | 30 | 15 | 50 | 16.1 |
| I-3023 | 30 | 15 | 38 | 23 | 60 | 13.1 |
Val av FRP-hartser:
Guide för hartsalternativ:
| Hartstyp | Hartsalternativ | Fastigheter | Kemisk resistens | Brandskyddsmedel (ASTM E84) | Produkter | Skräddarsydda färger | Max ℃ temperatur |
| Typ P | Fenol | Låg rök och överlägsen brandmotståndskraft | Mycket bra | Klass 1, 5 eller lägre | Gjuten och pultruderad | Skräddarsydda färger | 150 ℃ |
| Typ V | Vinylester | Överlägsen korrosionsbeständighet och brandskyddsmedel | Excellent | Klass 1, 25 eller mindre | Gjuten och pultruderad | Skräddarsydda färger | 95 ℃ |
| Typ I | Isoftalisk polyester | Industriell korrosionsbeständighet och brandskyddsmedel | Mycket bra | Klass 1, 25 eller mindre | Gjuten och pultruderad | Skräddarsydda färger | 85 ℃ |
| Typ O | Orto | Måttlig korrosionsbeständighet och brandskyddsmedel | Normal | Klass 1, 25 eller mindre | Gjuten och pultruderad | Skräddarsydda färger | 85 ℃ |
| Typ F | Isoftalisk polyester | Livsmedelsklassad korrosionsbeständighet och brandskyddsmedel | Mycket bra | Klass 2, 75 eller mindre | Gjuten | Brun | 85 ℃ |
| Typ E | Epoxi | Utmärkt korrosionsbeständighet och flamskyddsmedel | Excellent | Klass 1, 25 eller mindre | Pultruderad | Skräddarsydda färger | 180℃ |
Skräddarsydda färgerBeroende på olika miljöer och tillämpningar, valda olika hartser, kan vi också ge några råd!
Fenolharts (typ P)Det bästa valet för tillämpningar som kräver maximalt flamskyddsmedel och låga rökutsläpp, såsom oljeraffinaderier, stålfabriker och pirydäck.
Vinylester (typ V)tål de strikta kemiska miljöer som används för kemiska anläggningar, avfallsbehandlingsanläggningar och gjuterianläggningar.
Isoftalsyraharts (typ I)Ett bra val för tillämpningar där kemikaliestänk och spill är vanligt förekommande.
Livsmedelsklassat isoftaliskt harts (typ F)Idealisk för fabriker inom livsmedels- och dryckesindustrin som utsätts för strikta rena miljöer.
Allmänt ortotfaliskt harts (typ O)Ekonomiska alternativ till vinylester- och isoftalsyrahartsprodukter.
Epoxiharts (typ E):erbjuder mycket höga mekaniska egenskaper och utmattningsbeständighet, och drar nytta av fördelarna med andra hartser. Formkostnaderna är liknande PE och VE, men materialkostnaderna är högre.
Produktkapacitet testlaboratorium:
Noggrann experimentell utrustning för pultruderade FRP-profiler och FRP-gjutna galler, såsom böjtester, dragtester, kompressionstester och destruktiva tester. Enligt kundernas krav utför vi prestanda- och kapacitetstester på FRP-produkter och för register för att garantera kvalitetsstabilitet på lång sikt. Samtidigt forskar och utvecklar vi ständigt innovativa produkter för att testa tillförlitligheten hos FRP-produkternas prestanda. Vi kan säkerställa att kvaliteten stabilt uppfyller kundernas krav för att undvika onödiga problem efter försäljning.



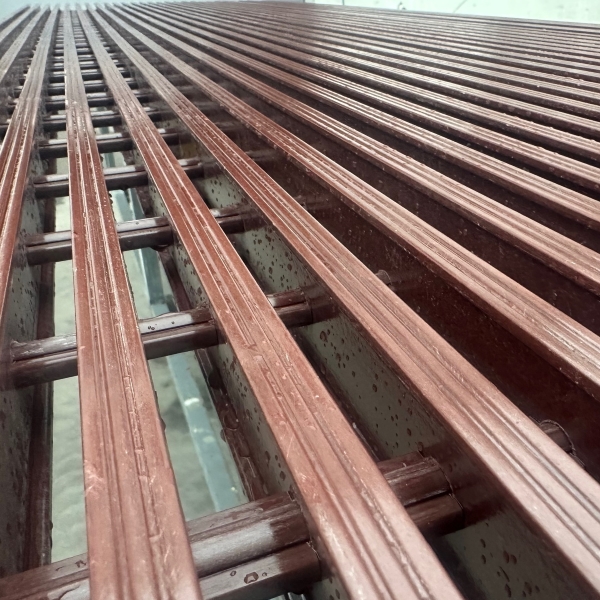
SINOGRATES@FRP Pultruderingsgitter
Pultruderingsprocessen är en tillverkningsprocess för att producera kontinuerliga längder av förstärkta polymerstrukturprofiler med konstanta tvärsnitt. Råmaterialen är en flytande hartsblandning (hartser, fyllmedel och specialtillsatser) och flexibla textilförstärkande glasfiberrovingar. Processen innebär att dessa råmaterial dras (snarare än att tryckas, som är fallet vid extrudering) genom en uppvärmd stålform med hjälp av en kontinuerlig draganordning.
De armerade materialen finns i kontinuerliga former, såsom rullar av glasfibermattor och bitar av glasfiberroving. När armeringarna mättas med hartsblandningen ("wet-out") i hartsbadet och dras genom formen, initieras gelbildningen, eller härdningen, av hartset av värmen från formen och en stel, härdad profil bildas som motsvarar formen på formen.
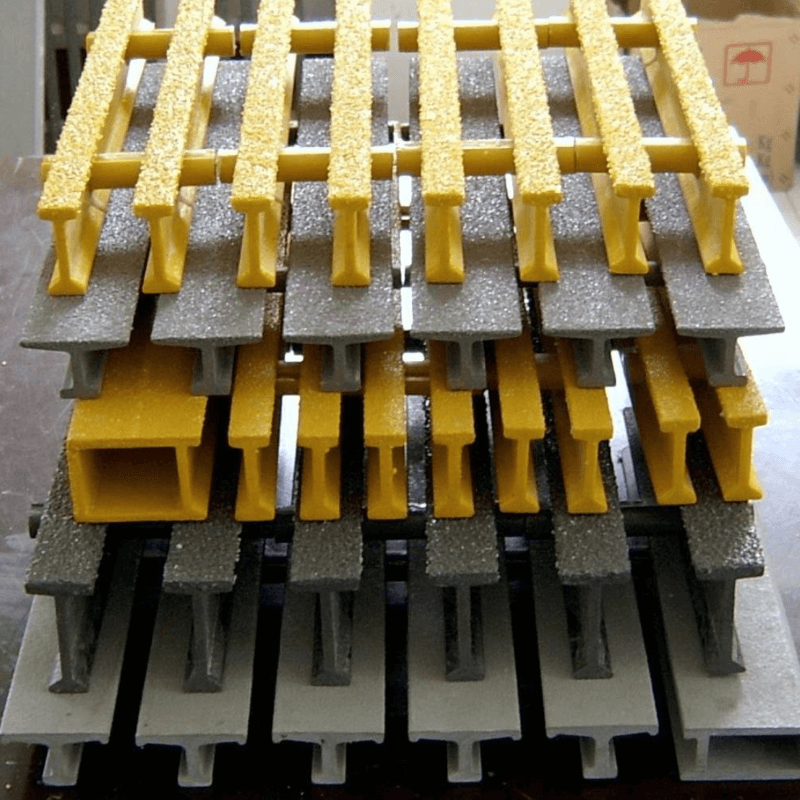
FRP-pultruderingsgaller finns i tre kategorier: I-formade stänger, T-formade stänger och högbelastade stänger för tunga applikationer.
