



Krata pultrudowana FRP, ognioodporna/odporna na działanie chemikaliów


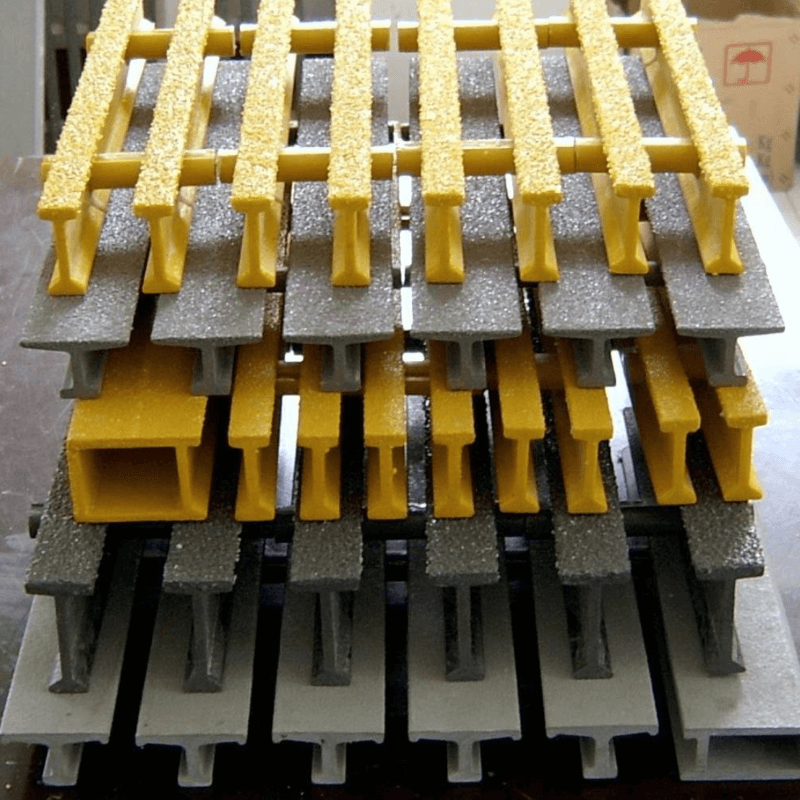
Wystawy części krat formowanych metodą pultrudowania z tworzywa sztucznego wzmocnionego włóknem szklanym:
| I-5010 | 50 | 15 | 25 | 10 | 40 | 28,5 |
| I-5015 | 50 | 15 | 30 | 15 | 50 | 24.2 |
| I-5023 | 50 | 15 | 38 | 23 | 60 | 20.1 |
| T-2510 | 25 | 38 | 43.4 | 5.4 | 12 | 15.6 |
| T-2515 | 25 | 38 | 50,8 | 9,5 | 18 | 13.9 |
| T-2520 | 25 | 38 | 50,8 | 12.7 | 25 | 13.6 |
| T-2530 | 25 | 38 | 61 | 19.7 | 33 | 11.2 |
| T-3810 | 38 | 38 | 43.3 | 5.2 | 12 | 19.6 |
| T-3815 | 38 | 38 | 50,8 | 12.7 | 25 | 16.7 |
| T-3820 | 38 | 38 | 61 | 23 | 38 | 14.3 |
| T-5010 | 50 | 25.4 | 38.1 | 12.7 | 33 | 21.8 |
| T-5015 | 50 | 25.4 | 50,8 | 25.4 | 50 | 17.4 |
| H-5010 | 50 | 15 | 10 | 10 | 40 | 63 |
| H-5015 | 50 | 15 | 15 | 15 | 50 | 52.3 |
| H-5020 | 50 | 15 | 23 | 23 | 60 | 43,6 |
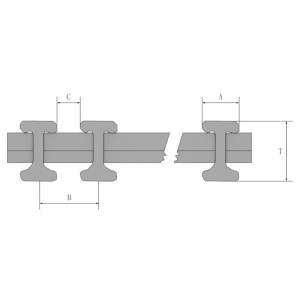
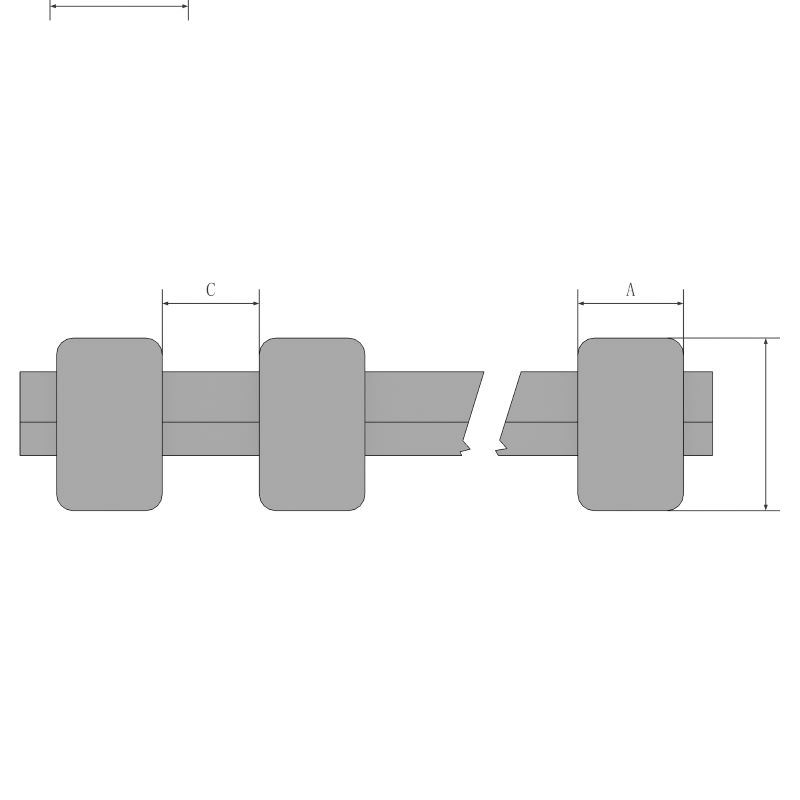
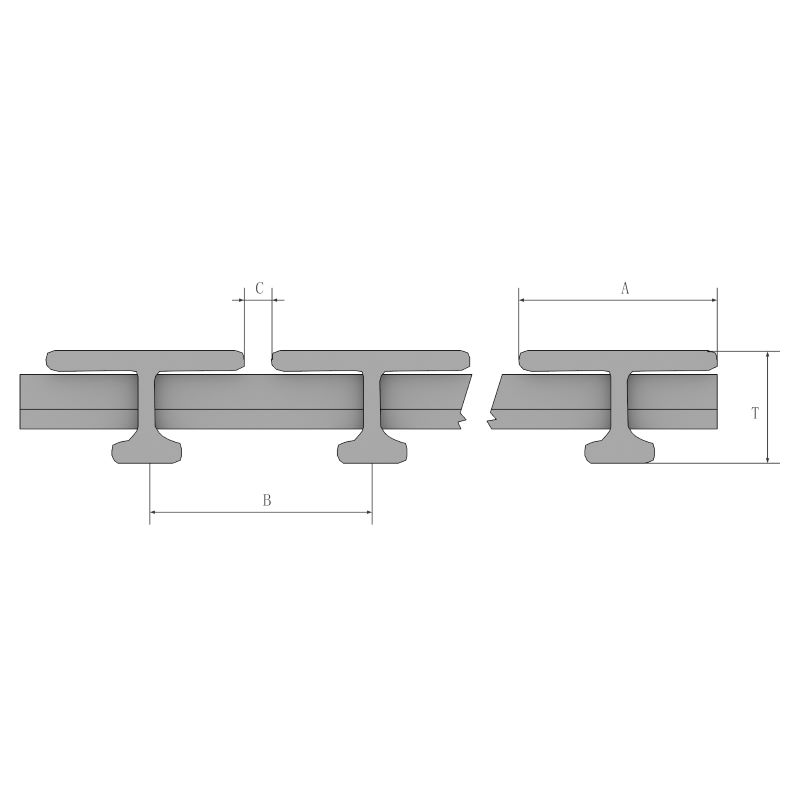
| Typ kraty pultrudowanej | Wysokość (mm) | Szerokość górnej krawędzi (mm) | Odległość między (mm) | Szerokość prześwitu (mm) | Otwarta przestrzeń (%) | Szacowana waga kg/㎡ |
| I-2510 | 25 | 15 | 25 | 10 | 40 | 17.8 |
| I-2515 | 25 | 15 | 30 | 15 | 50 | 15.2 |
| I-2523 | 25 | 15 | 38 | 23 | 60 | 12.2 |
| I-3810 | 38 | 15 | 25 | 10 | 40 | 22 |
| I-3815 | 38 | 15 | 30 | 15 | 50 | 19.1 |
| I-3823 | 38 | 15 | 38 | 23 | 60 | 16.2 |
| I-3010 | 30 | 15 | 25 | 10 | 40 | 19.1 |
| I-3015 | 30 | 15 | 30 | 15 | 50 | 16.1 |
| I-3023 | 30 | 15 | 38 | 23 | 60 | 13.1 |
Wybór systemów żywic FRP:
Przewodnik po opcjach żywic:
| Rodzaj żywicy | Opcja żywicy | Właściwości | Odporność chemiczna | Środek ognioodporny (ASTM E84) | Produkty | Kolory na zamówienie | Maksymalna temperatura ℃ |
| Typ P | Fenolowy | Niska emisja dymu i doskonała odporność na ogień | Bardzo dobry | Klasa 1, 5 lub niższa | Formowane i pultrudowane | Kolory na zamówienie | 150℃ |
| Typ V | Ester winylowy | Doskonała odporność na korozję i ognioodporność | Doskonały | Klasa 1, 25 lub mniej | Formowane i pultrudowane | Kolory na zamówienie | 95℃ |
| Typ I | Poliester izoftalowy | Odporność na korozję i ognioodporność klasy przemysłowej | Bardzo dobry | Klasa 1, 25 lub mniej | Formowane i pultrudowane | Kolory na zamówienie | 85℃ |
| Typ O | Ortodoncja | Umiarkowana odporność na korozję i ognioodporność | Normalna | Klasa 1, 25 lub mniej | Formowane i pultrudowane | Kolory na zamówienie | 85℃ |
| Typ F | Poliester izoftalowy | Odporność na korozję i ognioodporność klasy spożywczej | Bardzo dobry | Klasa 2, 75 lub mniej | Formowany | Brązowy | 85℃ |
| Typ E | Epoksyd | Doskonała odporność na korozję i ognioodporność | Doskonały | Klasa 1, 25 lub mniej | Pultrudowany | Kolory na zamówienie | 180℃ |
Kolory na zamówienieMożemy również udzielić porad w zależności od różnych środowisk i zastosowań oraz wybranych żywic!
Żywica fenolowa (typ P):Najlepszy wybór w przypadku zastosowań wymagających maksymalnej ognioodporności i niskiej emisji dymu, takich jak rafinerie ropy naftowej, huty stali i pokłady nabrzeży.
Ester winylowy (typ V): wytrzymują surowe warunki chemiczne stosowane w zakładach chemicznych, zakładach przetwarzania odpadów i odlewniach.
Żywica izoftalowa (typ I):Dobry wybór w przypadku zastosowań, w których częste jest rozpryskiwanie i wyciekanie substancji chemicznych.
Żywica izoftalowa do kontaktu z żywnością (typ F):Idealnie nadaje się do fabryk przemysłu spożywczego i napojowego, które pracują w ściśle czystych warunkach.
Żywica ortofalowa ogólnego przeznaczenia (typ O):ekonomiczne alternatywy dla produktów na bazie estrów winylowych i żywic izoftalowych.
Żywica epoksydowa (typ E):Oferują bardzo wysokie właściwości mechaniczne i odporność na zmęczenie, wykorzystując zalety innych żywic. Koszty form są zbliżone do PE i VE, ale koszty materiałów są wyższe.
Laboratorium badawcze wydajności produktów:
Dokładny sprzęt eksperymentalny do profili pultrudowanych z tworzywa sztucznego wzmocnionego włóknem szklanym (FRP) i krat formowanych z tworzywa sztucznego wzmocnionego włóknem szklanym (FRP), obejmujący m.in. testy zginania, rozciągania, ściskania i niszczenia. Zgodnie z wymaganiami klientów, przeprowadzamy testy wydajności i pojemności produktów FRP, przechowując dokumentację, aby zagwarantować długoterminową stabilność jakości. Jednocześnie stale badamy i rozwijamy innowacyjne produkty, testując ich niezawodność. Gwarantujemy, że jakość w pełni spełnia wymagania klientów, unikając niepotrzebnych problemów posprzedażowych.



SINOGRATES@FRP Kratka pultruzyjna
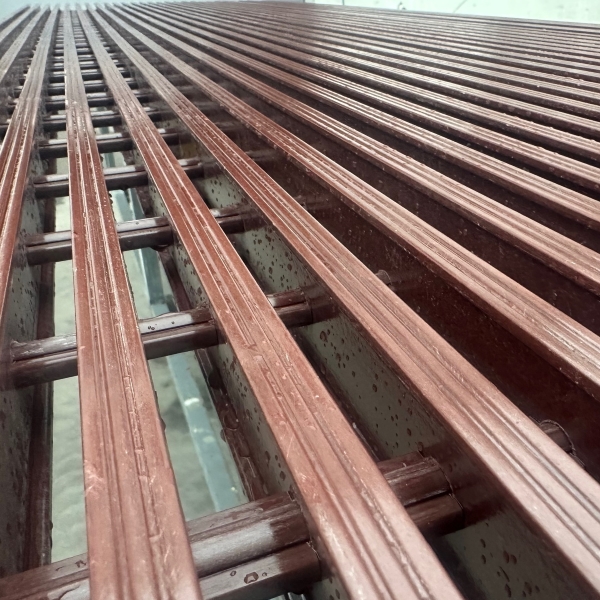
Proces pultruzji to proces produkcyjny polegający na wytwarzaniu ciągłych odcinków wzmocnionych profili konstrukcyjnych z polimerów o stałym przekroju poprzecznym. Surowcami są ciekła mieszanka żywic (żywice, wypełniacze i specjalistyczne dodatki) oraz elastyczne włókna szklane wzmacniające tekstylia. Proces polega na przeciąganiu tych surowców (zamiast ich wypychania, jak w przypadku wytłaczania) przez rozgrzaną stalową matrycę formującą za pomocą urządzenia do ciągłego przeciągania.
Materiały wzmacniane występują w postaci ciągłej, takiej jak rolki mat z włókna szklanego i zwoje włókniny szklanej. Gdy materiały wzmacniające są nasycane mieszanką żywic („nasączanie”) w kąpieli żywicowej i przeciągane przez matrycę, żelowanie, czyli utwardzanie żywicy, jest inicjowane przez ciepło z matrycy, a następnie formowany jest sztywny, utwardzony profil, który odpowiada kształtowi matrycy.
Kraty FRP wytwarzane metodą pultruzji dzielą się na trzy kategorie: pręty w kształcie litery I, pręty w kształcie litery T oraz pręty o dużym obciążeniu do zastosowań w trudnych warunkach.
