



Reixa pultruída de FRP ignífuga/resistente a produtos químicos


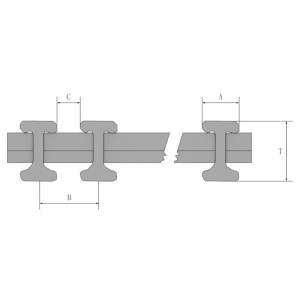
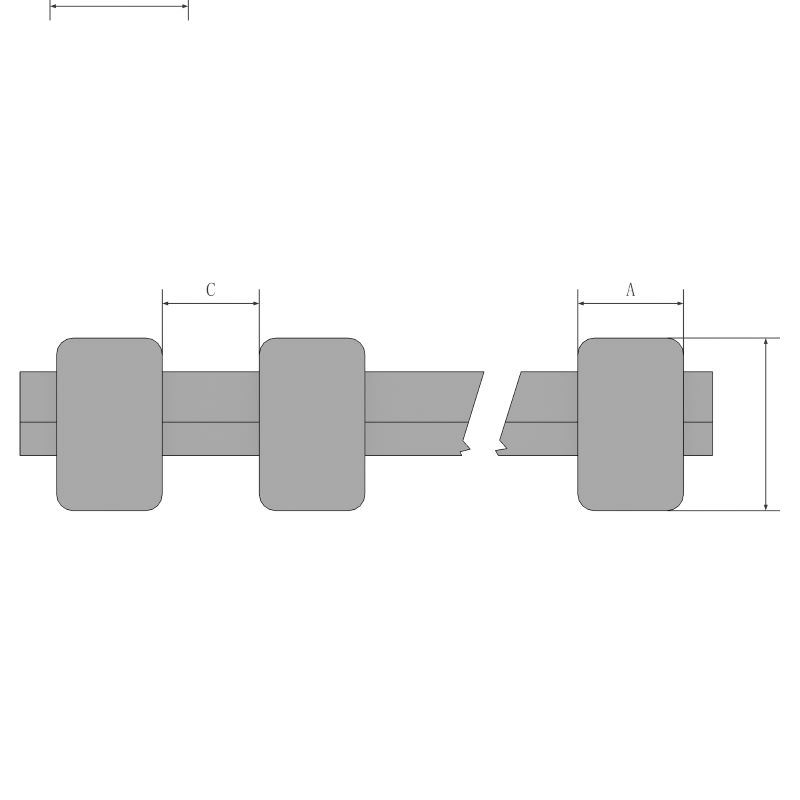
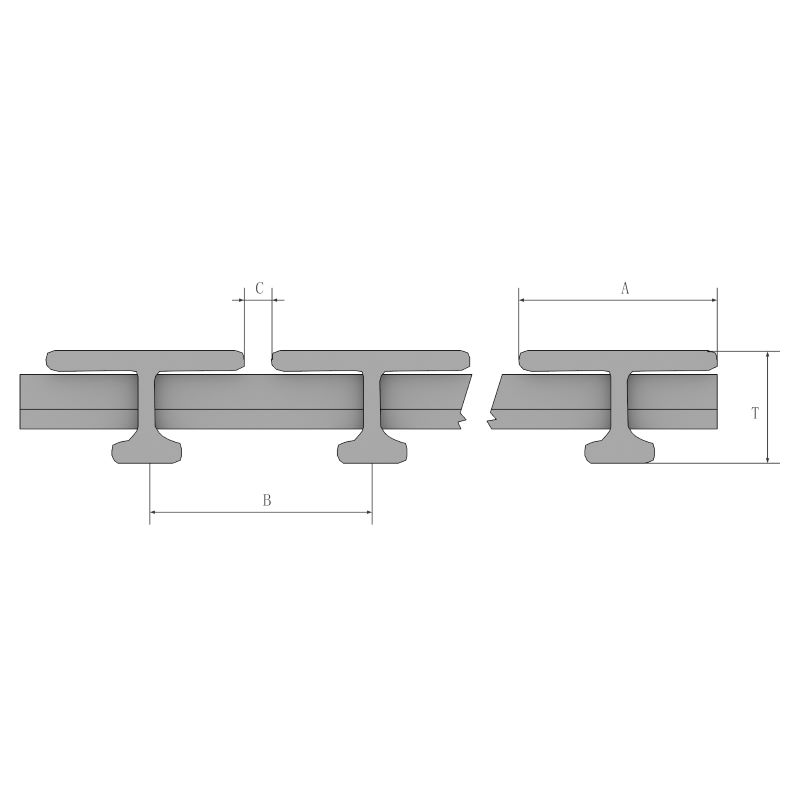
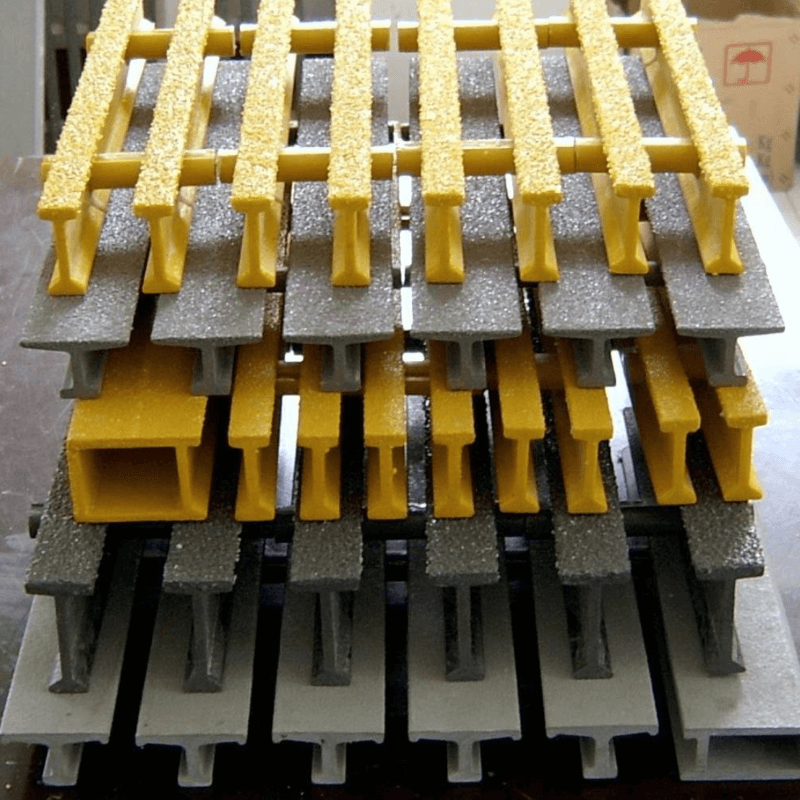
Partes de exposicións de reixas pultruídas de FRP moldeadas:
| I-5010 | 50 | 15 | 25 | 10 | 40 | 28,5 |
| I-5015 | 50 | 15 | 30 | 15 | 50 | 24.2 |
| I-5023 | 50 | 15 | 38 | 23 | 60 | 20.1 |
| T-2510 | 25 | 38 | 43,4 | 5.4 | 12 | 15.6 |
| T-2515 | 25 | 38 | 50,8 | 9,5 | 18 | 13.9 |
| T-2520 | 25 | 38 | 50,8 | 12.7 | 25 | 13.6 |
| T-2530 | 25 | 38 | 61 | 19,7 | 33 | 11.2 |
| T-3810 | 38 | 38 | 43.3 | 5.2 | 12 | 19,6 |
| T-3815 | 38 | 38 | 50,8 | 12.7 | 25 | 16,7 |
| T-3820 | 38 | 38 | 61 | 23 | 38 | 14.3 |
| T-5010 | 50 | 25,4 | 38.1 | 12.7 | 33 | 21,8 |
| T-5015 | 50 | 25,4 | 50,8 | 25,4 | 50 | 17.4 |
| H-5010 | 50 | 15 | 10 | 10 | 40 | 63 |
| H-5015 | 50 | 15 | 15 | 15 | 50 | 52,3 |
| H-5020 | 50 | 15 | 23 | 23 | 60 | 43,6 |
| Tipo de reixa pultruída | Altura (mm) | Largura do bordo superior (mm) | Espazo entre (mm) | Largura de separación (mm) | Área aberta (%) | Peso estimado en kg/㎡ |
| I-2510 | 25 | 15 | 25 | 10 | 40 | 17,8 |
| I-2515 | 25 | 15 | 30 | 15 | 50 | 15.2 |
| I-2523 | 25 | 15 | 38 | 23 | 60 | 12.2 |
| I-3810 | 38 | 15 | 25 | 10 | 40 | 22 |
| I-3815 | 38 | 15 | 30 | 15 | 50 | 19.1 |
| I-3823 | 38 | 15 | 38 | 23 | 60 | 16.2 |
| I-3010 | 30 | 15 | 25 | 10 | 40 | 19.1 |
| I-3015 | 30 | 15 | 30 | 15 | 50 | 16.1 |
| I-3023 | 30 | 15 | 38 | 23 | 60 | 13.1 |
Opcións de sistemas de resinas FRP:
Guía de opcións de resinas:
| Tipo de resina | Opción de resina | Propiedades | Resistencia química | Retardante de lume (ASTM E84) | Produtos | Cores personalizadas | Temperatura máxima en ℃ |
| Tipo P | Fenólico | Baixo fume e resistencia superior ao lume | Moi bo | Clase 1, 5 ou inferior | Moldeado e pultruído | Cores personalizadas | 150 ℃ |
| Tipo V | Éster de vinilo | Resistencia superior á corrosión e ignífugo | Excelente | Clase 1, 25 ou menos | Moldeado e pultruído | Cores personalizadas | 95 ℃ |
| Tipo I | Poliéster isoftálico | Resistencia á corrosión e ignífugo de grao industrial | Moi bo | Clase 1, 25 ou menos | Moldeado e pultruído | Cores personalizadas | 85 ℃ |
| Tipo O | Ortopedia | Resistencia moderada á corrosión e ignífugo | Normal | Clase 1, 25 ou menos | Moldeado e pultruído | Cores personalizadas | 85 ℃ |
| Tipo F | Poliéster isoftálico | Resistencia á corrosión e ignífugo de calidade alimentaria | Moi bo | Clase 2, 75 ou menos | Moldeado | Marrón | 85 ℃ |
| Tipo E | Epoxi | Excelente resistencia á corrosión e ignífugo | Excelente | Clase 1, 25 ou menos | Pultruído | Cores personalizadas | 180 ℃ |
Cores personalizadasSegundo os diferentes ambientes e aplicacións, escollidas diferentes resinas, tamén poderiamos ofrecer algúns consellos!
Resina fenólica (Tipo P)A mellor opción para aplicacións que requiren a máxima resistencia ao lume e baixas emisións de fume, como refinerías de petróleo, fábricas de aceiro e cubertas de peiraos.
Éster de vinilo (tipo V): soportan os estritos ambientes químicos empregados en plantas químicas, de tratamento de residuos e de fundición.
Resina isoftálica (Tipo I)Unha boa opción para aplicacións onde as salpicaduras e os derrames de produtos químicos son habituais.
Resina isoftálica de calidade alimentaria (tipo F)Ideal para fábricas da industria alimentaria e de bebidas expostas a ambientes limpos e rigorosos.
Resina ortofálica de uso xeral (Tipo O): alternativas económicas aos produtos de resinas de éster vinílico e isoftálicas.
Resina epoxi (tipo E):ofrecen propiedades mecánicas e resistencia á fatiga moi elevadas, aproveitando as vantaxes doutras resinas. Os custos dos moldes son similares aos do PE e do VE, pero os custos dos materiais son maiores.
Laboratorio de probas de capacidades de produtos:
O meticuloso equipamento experimental para perfís pultruídos de FRP e reixas moldeadas de FRP, como probas de flexión, probas de tracción, probas de compresión e probas destrutivas. De acordo cos requisitos dos clientes, realizaremos probas de rendemento e capacidade nos produtos de FRP, mantendo os rexistros para garantir a estabilidade da calidade a longo prazo. Mentres tanto, estamos sempre a investigar e desenvolver produtos innovadores, probando a fiabilidade do rendemento dos produtos de FRP. Podemos garantir que a calidade satisfaga os requisitos dos clientes de forma estable para evitar problemas posvenda innecesarios.



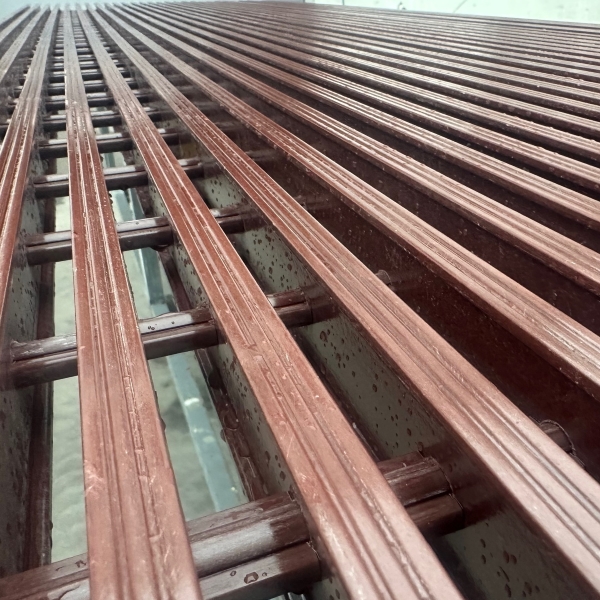
Reixa de pultrusión SINOGRATES@FRP
O proceso de pultrusión é un proceso de fabricación para producir lonxitudes continuas de perfís estruturais de polímero reforzado con seccións transversais constantes. As materias primas son unha mestura de resina líquida (resinas, recheos e aditivos especializados) e mechas de fibra de vidro de reforzo téxtil flexible. O proceso implica tirar destas materias primas (en lugar de empurralas, como é o caso da extrusión) a través dunha matriz de conformado de aceiro quente mediante un dispositivo de tracción continua.
Os materiais reforzados preséntanse en formas continuas, como rolos de esteiras de fibra de vidro e mechas de fibra de vidro. A medida que os reforzos se saturan coa mestura de resinas ("mollado") no baño de resina e se estiran a través do molde, a xelificación ou endurecemento da resina iníciase coa calor do molde e fórmase un perfil ríxido e curado que corresponde á forma do molde.
As reixas de pultrusión FRP divídense en tres categorías: barras en forma de I, barras en forma de T e barras de alta carga para aplicacións pesadas.
