



FRP-Pultrudgitter, feuerhemmend/chemikalienbeständig


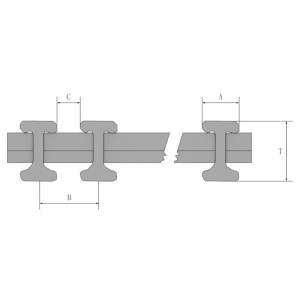
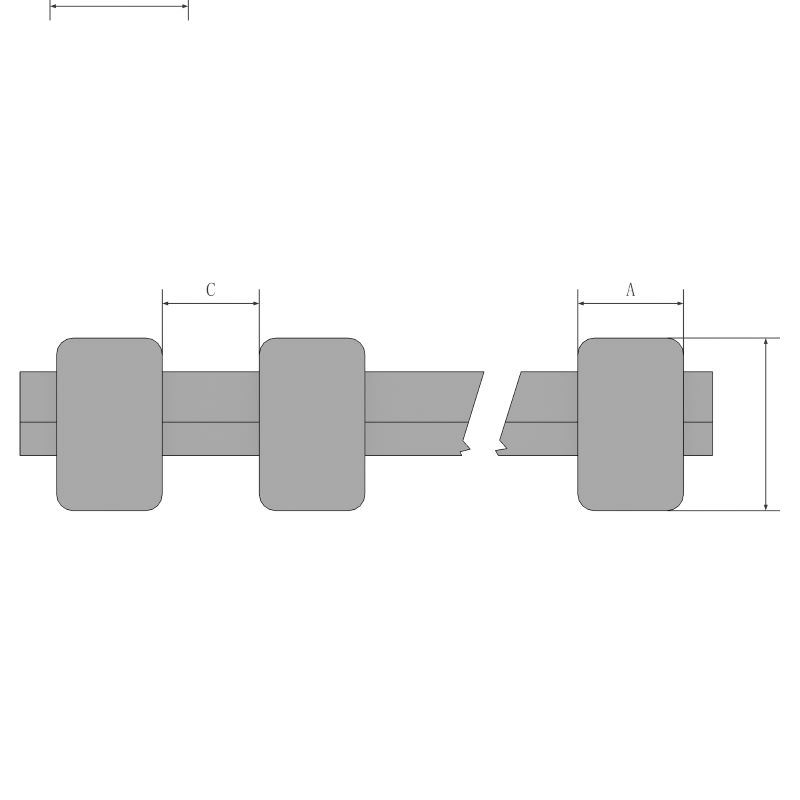
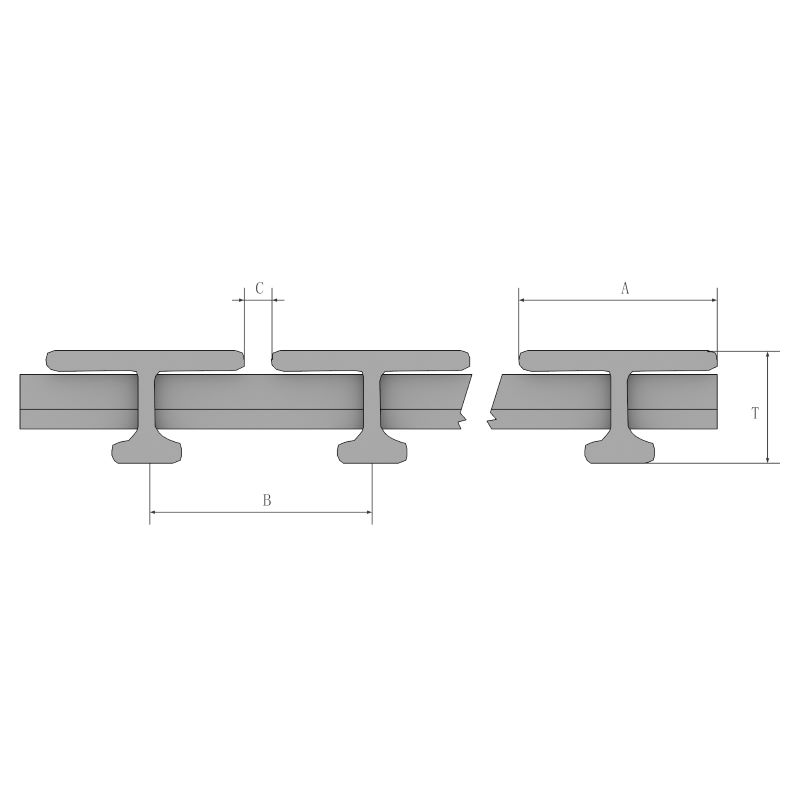
Teile von geformten FRP-Pultrusionsgitterausstellungen:
| I-5010 | 50 | 15 | 25 | 10 | 40 | 28,5 |
| I-5015 | 50 | 15 | 30 | 15 | 50 | 24.2 |
| I-5023 | 50 | 15 | 38 | 23 | 60 | 20.1 |
| T-2510 | 25 | 38 | 43,4 | 5.4 | 12 | 15.6 |
| T-2515 | 25 | 38 | 50,8 | 9,5 | 18 | 13.9 |
| T-2520 | 25 | 38 | 50,8 | 12.7 | 25 | 13.6 |
| T-2530 | 25 | 38 | 61 | 19,7 | 33 | 11.2 |
| T-3810 | 38 | 38 | 43,3 | 5.2 | 12 | 19,6 |
| T-3815 | 38 | 38 | 50,8 | 12.7 | 25 | 16.7 |
| T-3820 | 38 | 38 | 61 | 23 | 38 | 14.3 |
| T-5010 | 50 | 25,4 | 38.1 | 12.7 | 33 | 21,8 |
| T-5015 | 50 | 25,4 | 50,8 | 25,4 | 50 | 17.4 |
| H-5010 | 50 | 15 | 10 | 10 | 40 | 63 |
| H-5015 | 50 | 15 | 15 | 15 | 50 | 52,3 |
| H-5020 | 50 | 15 | 23 | 23 | 60 | 43,6 |
| Pultrudierter Gitterrosttyp | Höhe (mm) | Oberkantenbreite (mm) | Abstand zwischen (mm) | Lichte Breite (mm) | Offene Fläche (%) | Geschätztes Gewicht kg/m² |
| I-2510 | 25 | 15 | 25 | 10 | 40 | 17,8 |
| I-2515 | 25 | 15 | 30 | 15 | 50 | 15.2 |
| I-2523 | 25 | 15 | 38 | 23 | 60 | 12.2 |
| I-3810 | 38 | 15 | 25 | 10 | 40 | 22 |
| I-3815 | 38 | 15 | 30 | 15 | 50 | 19.1 |
| I-3823 | 38 | 15 | 38 | 23 | 60 | 16.2 |
| I-3010 | 30 | 15 | 25 | 10 | 40 | 19.1 |
| I-3015 | 30 | 15 | 30 | 15 | 50 | 16.1 |
| I-3023 | 30 | 15 | 38 | 23 | 60 | 13.1 |
Auswahl an FRP-Harzsystemen:
Leitfaden zu Harzoptionen:
| Harztyp | Harzoption | Eigenschaften | Chemische Beständigkeit | Feuerhemmend (ASTM E84) | Produkte | Maßgeschneiderte Farben | Max. ℃ Temperatur |
| Typ P | Phenol | Geringe Rauchentwicklung und hervorragende Feuerbeständigkeit | Sehr gut | Klasse 1, 5 oder weniger | Geformt und pultrudiert | Maßgeschneiderte Farben | 150℃ |
| Typ V | Vinylester | Überlegene Korrosionsbeständigkeit und Feuerhemmung | Exzellent | Klasse 1, 25 oder weniger | Geformt und pultrudiert | Maßgeschneiderte Farben | 95℃ |
| Typ I | Isophthalsäurepolyester | Korrosionsbeständigkeit und Feuerhemmung in Industriequalität | Sehr gut | Klasse 1, 25 oder weniger | Geformt und pultrudiert | Maßgeschneiderte Farben | 85℃ |
| Typ O | Ortho | Mäßige Korrosionsbeständigkeit und feuerhemmend | Normal | Klasse 1, 25 oder weniger | Geformt und pultrudiert | Maßgeschneiderte Farben | 85℃ |
| Typ F | Isophthalsäurepolyester | Lebensmittelecht, korrosionsbeständig und feuerhemmend | Sehr gut | Klasse 2, 75 oder weniger | Geformt | Braun | 85℃ |
| Typ E | Epoxid | Hervorragende Korrosionsbeständigkeit und Flammschutz | Exzellent | Klasse 1, 25 oder weniger | Pultrudiert | Maßgeschneiderte Farben | 180℃ |
Maßgeschneiderte FarbenJe nach Umgebung und Anwendung werden unterschiedliche Harze ausgewählt. Wir können Ihnen auch einige Ratschläge geben!
Phenolharz (Typ P): Die beste Wahl für Anwendungen, die maximale Feuerhemmung und geringe Rauchentwicklung erfordern, wie z. B. Ölraffinerien, Stahlwerke und Pierdecks.
Vinylester (Typ V): Widersteht den strengen chemischen Umgebungen in Chemie-, Abfallbehandlungs- und Gießereianlagen.
Isophthalsäureharz (Typ I): Eine gute Wahl für Anwendungen, bei denen es häufig zu Spritzern und Verschütten von Chemikalien kommt.
Isophthalharz in Lebensmittelqualität (Typ F): Ideal geeignet für Fabriken der Lebensmittel- und Getränkeindustrie, die strengen Reinraumbedingungen ausgesetzt sind.
Orthophthalisches Allzweckharz (Typ O): wirtschaftliche Alternativen zu Vinylester- und Isophthalharzprodukten.
Epoxidharz (Typ E):bieten sehr hohe mechanische Eigenschaften und Ermüdungsbeständigkeit und nutzen die Vorteile anderer Harze. Die Formkosten sind ähnlich wie bei PE und VE, die Materialkosten sind jedoch höher.
Produktkapazitäten Testlabor:
Die sorgfältige Versuchsausrüstung für pultrudierte GFK-Profile und geformte GFK-Gitterroste umfasst Biege-, Zug-, Druck- und Zerstörungsprüfungen. Entsprechend den Kundenanforderungen führen wir Leistungs- und Kapazitätstests an GFK-Produkten durch und dokumentieren diese, um die Qualitätsstabilität langfristig zu gewährleisten. Gleichzeitig forschen und entwickeln wir kontinuierlich an innovativen Produkten und testen die Zuverlässigkeit der GFK-Produktleistung. Wir können sicherstellen, dass die Qualität die Kundenanforderungen dauerhaft erfüllt, um unnötige Probleme nach dem Verkauf zu vermeiden.



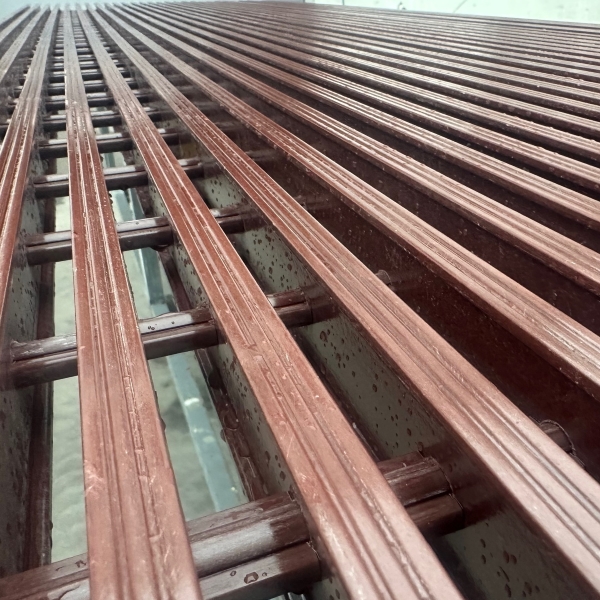
SINOGRATES@FRP-Pultrusionsgitter
Das Pultrusionsverfahren ist ein Herstellungsverfahren zur Herstellung von kontinuierlichen, verstärkten Polymer-Strukturprofilen mit konstantem Querschnitt. Die Ausgangsstoffe sind eine flüssige Harzmischung (Harze, Füllstoffe und spezielle Additive) und flexible textile Glasfaser-Verstärkungsrovings. Bei diesem Verfahren werden die Ausgangsstoffe mithilfe einer kontinuierlichen Ziehvorrichtung durch eine beheizte Stahlform gezogen (anstatt wie bei der Extrusion geschoben).
Die verstärkten Materialien liegen in Endlosform vor, beispielsweise als Rollen mit Glasfasermatten und als Abzüge mit Glasfaserrovings. Während die Verstärkungen im Harzbad mit der Harzmischung gesättigt („benetzt“) und durch die Düse gezogen werden, wird die Gelierung bzw. Aushärtung des Harzes durch die Hitze der Düse eingeleitet und es entsteht ein starres, ausgehärtetes Profil, das der Form der Düse entspricht.
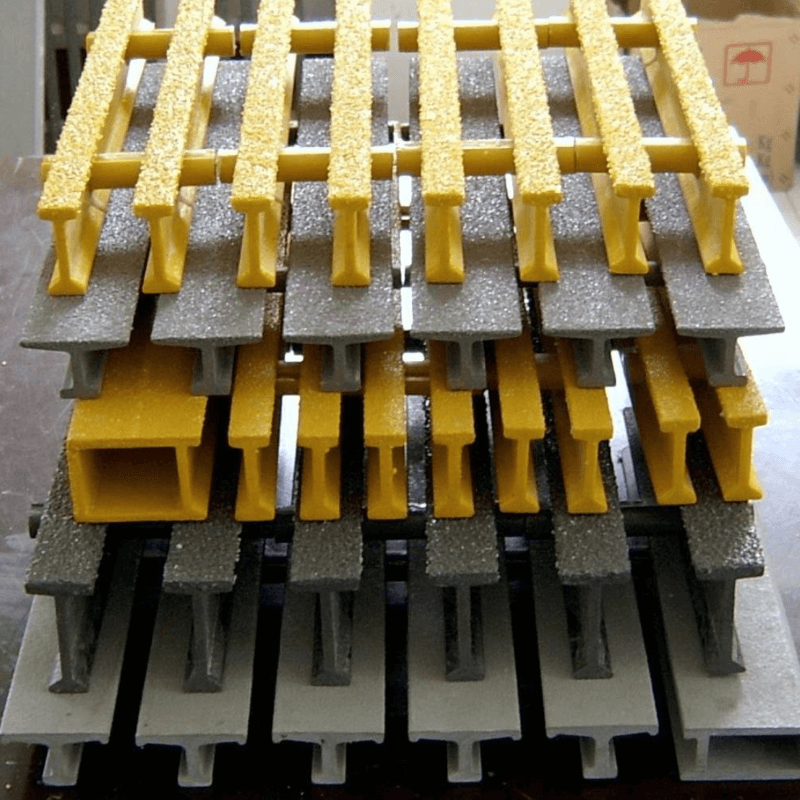
FRP-Pultrusionsgitter gibt es in drei Kategorien: I-förmige Stäbe, T-förmige Stäbe und Hochlaststäbe für Hochleistungsanwendungen.
